
Mailhem Environment Private Limited has designed and constructed an anaerobic treatment plant for one of the bulk drug manufacturers, capable of treating fermentation broth samples containing high levels of BOC, COD & TSS. In this case, the split between biomass retention time and hydraulic retention time is critical to the success of anaerobic treatment: a M-UASB reactor (Our Indigenous reactor) followed by an external sludge separation system with biomass re-circulation. This solution offers the advantages of High organic loading capacity & highly settleable granular biomass with ease to operate & maintain. Other advantages are the small footprint and the lower anaerobic effluent TSS values, facilitating the aerobic post-treatment
Anthem Bio-sciences Pvt Ltd manufactures drugs using Soya Flour, Peptone, Tetrose and Cultures like – Yeast, Fungus as a primary raw material. Fermentation is the core process used to convert these raw materials into drugs intermediate. However, this process generates massive amount of fermentation waste, which can cause damage to the environment due to the high organic load. In this regard, Anthem Bio-sciences had approached us to design a suitable upstream treatment process prior treating it in their effluent treatment plant.
We have the technology and expertise to offer turnkey solutions for treating in-situ process waste. Subsequently, the challenge was taken up by our R&D unit to study the process waste and design the biological treatment by setting up a pilot-scale plant. The objective of the study was to maximize the recovery of biogas while maintaining an optimal retention time.
 Fig 1: Pharmaceutical waste
Fig 1: Pharmaceutical waste
PHYSICO-CHEMICAL ANALYSIS OF THE PHARMACEUTICAL WASTE
| Sr. No | TESTS | Unit |
Sample – 01 Without Solvent |
Sample – 02 With Solvent |
| 1 | Total Solids | % | 11 . 9580 | 10 . 3362 |
| 2 | Total Volatile Solids @ 550°C | % | 10 . 5715 | 8 . 8298 |
| 3 | COD | % | 17 . 6268 | 41 . 7078 |
| 4 | BOD ( @ 27°C, 3 days) | % | 7 . 5803 | 20 . 2405 |
| 5 | Total Kjeldahl Nitrogen as (N) | % | 1 . 0996 | 0 . 8617 |
| 6 | Total Organic Carbon | % | 4 . 7471 | 9 . 8171 |
PROCESS DESIGN FOR BIOMETHANATION OF PHARMACEUTICAL WASTE
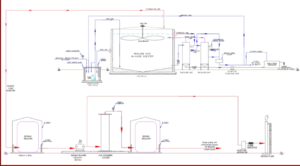
Fig. 1 :- Process Flow Diagram
SALIENT FEATURES OF BIOMETHANATION PLANT AT ANTHEM BIOSCIENCES PVT LTD
| Treatment Capacity | Up to 25 cum/day |
| Type of Effluent | Fermentation Broth after process |
| Nature | Water base, thick slurry |
| Biogas Produced | Approx. 2250 -2500 cum per day at calorific value of 4800 – 5200 kcal /cum |
| Biogas Equivalent to LPG | Approx.1000 – 1125 Kg per day of LPG |
| Water Required | Approx. 20 CUM / day |
| Area Required | 1500 sq. m. |
WORKING PRINCIPLE
- The fermented waste broth requires pre-treatment to prepare it for the anaerobic treatment process for the generation of biogas. Conditioning of the feed slurry occurs in the slurry tank via a recirculation step that mixes it with recycled anaerobic effluent. Furthermore, the pH-value and temperature are regulated and nutrients are dosed as needed to achieve optimal anaerobic biomass growth conditions in the M-UASB reactor.
- The conditioned feed slurry is then pumped to the M-UASB reactor in constant, continuous flow. A special Influent distribution system ensures that the Influent is equally distributed over the entire reactor surface area. Thus, the influent passes through a dense anaerobic granular biomass bed, where the biological conversion process occurs, transforming the organic waste’s COD load (Chemical Oxygen Demand) to biogas.
- Our experts modified the indigenous design of the M-UASB reactor’s to allow for a longer contact time between bacteria and organic material. The M-UASB anaerobic digester is specially designed with internal baffles, partitions and launders (proprietary) for anaerobic treatment. The sludge blanket is comprised of microbial granules which are small agglomerations of microorganisms that resist being washed out in the up flow due to their weight. The microorganisms in the sludge layer degrade organic compounds. As a result, biogas is produced that is primarily composed of methane and carbon dioxide. Without the assistance of any mechanical components, the rising bubbles mix the sludge. Sloped walls deflect material that reaches the top of the M-UASB downwards as clarified effluent/ overflow.
- Our propriety modules, which are internally installed at the top of the reactor, separate the treated slurry from the produced biogas. The biomass settles to the bottom of the reactor, whiles portion of the treated effluent is recycled, and the rest is processed to separate solids and liquid digestate. The solid digestate solids will be transported to a sludge drying area for further processing into organic manure, while the liquid digestate will be treated in an Effluent Treatment Plant (ETP).
- Biogas is collected and piped to a biogas balloon. It is chemically scrubbed as a treatment procedure under controlled conditions and is used as a source of energy for capital consumption, specifically, boiler and cooking application.

Fig. 2 Biogas Plant at Anthem Bioscience
The anaerobic process is an excellent method for the treatment of such high strength fermentation broths. The generated biogas is a mixture of methane (55-75 vol%) and carbon dioxide (25-45 vol%) which can be used for heating, upgrading to natural gas quality or co-generation of electricity and heat. Digestion installations are technologically simple with low energy and space requirements.
The focus was to generate biogas from the waste at the fermentation unit, which could replace or offset the processing industry’s demand for grid electricity and LPG for thermal energy.



